IP67-I/O-Modul mit Profinet-S2-Systemredundanz
Hochverfügbarer Anlagenbetrieb
Profinet wird zunehmend für die Prozessautomation attraktiv, auch weil sich mit dem neuen Profil für Systemredundanz ein Konzept zum hochverfügbaren Anlagenbetrieb in Ex- und Nicht-Ex-Bereichen etabliert. Mit dem Modell TBEN-L5-8IOL stellt Turck ein IO-Link-Master-Modul in IP67 vor, das S2Systemredundanz unterstützt. Der Master baut eine logische Kommunikationsbeziehung zu mehr als einer Steuerung auf und kombiniert hohe Verfügbarkeit mit vielfältigen Verwendungsmöglichkeiten durch IO-Link im Feld.

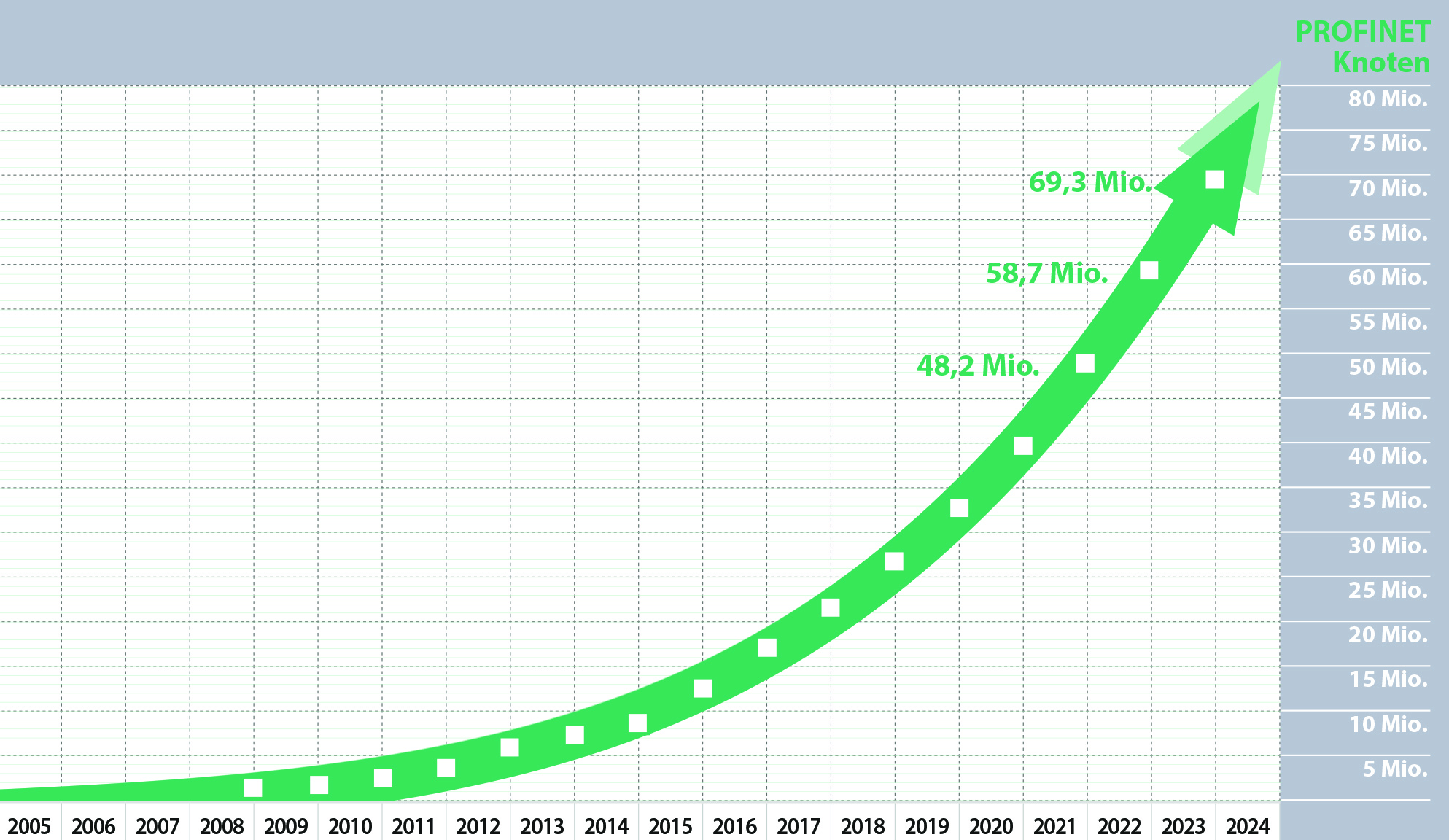
Profinet ist als Kommunikationsstandard in der Fabrikautomation weit verbreitet. Viele Automobilhersteller und Zulieferer sind auf dem Gebiet bereits erfahrene Nutzer und zeigen die Praxistauglichkeit des auf Industrial Ethernet basierenden Datenaustauschs seit Jahren. Die Zahl der Anwender steigt weiter, da vor allem Maschinenbauer die Übertragungskapazitäten unter Wahrung der Echtzeit schätzen. Unternehmen erhalten mit dem Standard die Vorzüge des Profibus-Protokolls, sind in der Gestaltung ihrer Netzstrukturen aber weitaus flexibler als zuvor. Entsprechend rechnet die Nutzerorganisation PNO in den kommenden Monaten mit mehr als 22 Millionen installierten Knoten. Im Zuge einer Smart-Factory-Potenzialanalyse für ihren Kunden KSB identifizierte die Managementberatung NEONEX Opti mierungschancen bei der Beschaffung der Lieferantendokumentation sowie der Erstellung von Unterlagen zur Qualitätsprüfung entlang der Supply-Chain. ‣ weiterlesen

Signifikante Ressourceneinsparung bei Pumpenhersteller KSB
NEONEX, Fabasoft Approve & KSB: „Win-win-win-Situation“ durch starke Partnerschaft
Signifikante Ressourceneinsparung bei Pumpenhersteller KSB
Einzug in die Prozessautomation
Diese Entwicklung dürfte sich noch einmal verstärken, denn Profinet hält nun auch in der Prozessautomation Einzug. Dort herrschen jedoch spezielle Anforderungen, denen Steuerungen und Feldgeräte gerecht werden müssen. Einen Beitrag zur Profinet-Integration in diese Welt der hochverfügbaren Systeme will Turck mit der umfassenden Funktionserweiterung von Feldbusprodukten um die Unterstützung der S2-Systemredundanz leisten. Anlagen in der Chemie- und Pharmaindustrie werden mit großem Aufwand vor Ausfällen geschützt. Im Vergleich zur Fabrikautomation, wo der Fokus auf hohen Stückzahlen und kurzen Zykluszeiten liegt, könnte die Unterbrechung eines kontinuierlichen Produktionsprozesses zu noch höheren wirtschaftlichen Verlusten führen. Zudem sind beim Umgang mit flüssigen oder gasförmigen Gefahrstoffen strenge Sicherheitsvorkehrungen einzuhalten – vor allem in Bereichen, die unter Explosionsschutz stehen. Präventiv investieren Unternehmen daher einerseits in die Absicherung von potenziellen Zündquellen und andererseits in eine hochverfügbare Systemarchitektur. Um den sicheren Anlagenbetrieb zu gewährleisten, werden Steuerungen und I/O-Baugruppen im Feld üblicherweise redundant ausgelegt. Fallen ein Gerät oder eine Verbindung aus, greift die ansonsten inaktive Back-up-Lösung. Gemäß den jeweiligen Anforderungen realisieren Planer ein solch redundantes Gefüge komplex oder limitiert – sowohl auf der physischen Geräteebene als auch in der zugrunde liegenden Programmierungslogik.
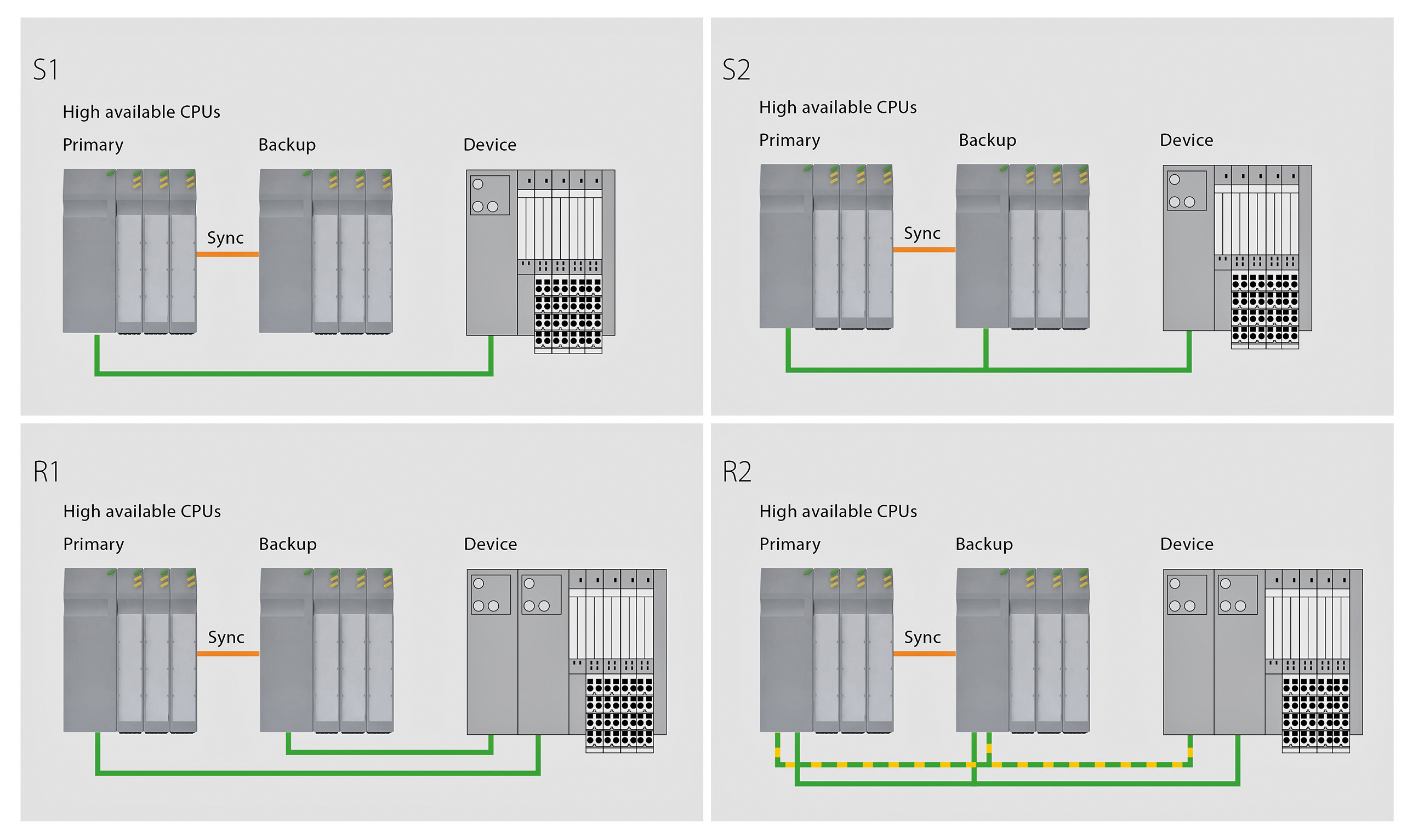
S2-Systemredundanz bevorzugt
Im Profinet-Kontext wurde dafür mit der Systemredundanz ein neuer Standard geschaffen. Dessen Terminologie orientiert sich Sinne an einer Abstufung, je nachdem, wie ausfallsicher ein Automatisierungssystem sein soll. Kommunizieren eine Steuerung und ein Feldgerät lediglich per Singularverbindung, liegt zunächst einmal gar keine Redundanz vor (S1). Wenn ein Profinet-Gerät jedoch über diese einzelne Verbindung Kommunikationsbeziehungen zum Primary-Controller sowie zu dessen Back-up unterstützt, wird dies als S2 klassifiziert. Beim Ausfall der Hauptsteuerung erfolgt eine stoßfreie Umschaltung auf den physischen Zwilling. Dazu muss das I/O-System bzw. I/O-Modul im Feld diese logische Doppelverbindung zu zwei durchaus räumlich getrennten Steuerungen aufrechterhalten. Solche S2-Lösungen erfüllen die Anforderungen vieler Applikationen und sind in der Praxis bevorzugt. Darüber sollte die Alternativbezeichnung „einfache Systemredundanz“ nicht hinwegtäuschen. Größtmögliche Verfügbarkeit ist lediglich über R1- oder R2-Systemredudanz zu erreichen. Hier ist zusätzlich die Kommunikationsschnittstelle eines Feldgeräts redundant ausgeführt, was etwa im Zusammenhang mit Remote I/O geläufig ist. R2 bewegt sich mit einer Vierwegeverbindung wiederum auf der höchsten Komplexitätsstufe. Dabei können die beiden Kommunikationsschnittstellen eines Geräts jeweils zwei Kommunikationsbeziehungen aufbauen – also zur Hauptsteuerung und zu ihrer redundanten Kopie. Diese kreuzweise Absicherung vor Ausfällen findet sich äußerst selten.