Losgröße 1 in der Elektronik-Fertigung
Kein Flaschenhals beim Löten
In der Elektronikindustrie Kleinserien und Prototypen herzustellen, fordert den Produktionsabläufen besonders viel Flexibilität ab. Um diese zu erreichen, rücken viele Firmen die Bestückungsautomaten in den Mittelpunkt. Wird dabei die Lösung zum Lötpastenauftrag und Löten nicht passend ausgelegt, könnte ein Flaschenhals entstehen.

Wenn es in der Elektronikindustrie um die Einrichtung von neuen Fertigungsmöglichkeiten für den Prototypenbau oder die Produktion von Kleinserien geht, steht oft der Bestückungsautomat im Mittelpunkt. Hohe Flexibilität sowie ein leichter Wechsel von unterschiedlichen Bestückungsprofilen ist dabei entscheidend. Gerne wird dafür eine hohe Bestückungsgeschwindigkeit geopfert. „Oftmals werden allerdings die Prozesse um den Bestückungsautomaten bei diesen Überlegungen vernachlässigt“, sagt Axel Wolff, Vertriebsleiter der Asscon GmbH. Denn die Eigenschaften, die für einen Bestückungsautomaten angelegt werden, müssen auch für den Lotpastenauftrag sowie das finale Löten der Baugruppe gelten.
Die Kernanforderung
„Im Grunde genommen lassen sich die Maschinenkonzepte leicht herunterbrechen: Eine leichte Profilumstellung des Bearbeitungsprozesses basierend auf einer hohen Layout- und Designunabhängigkeit bezüglich des Leiterplattendesigns“, schildert Meik Hauke, Geschäftsführer der Mycronic GmbH. Um diese Anforderungen zu erfüllen, müssen die Maschinenkonzepte so ausgelegt sein, dass Anwender Designänderungen unkompliziert umsetzen können. Wird im Rahmen der Prototypenentwicklung eine Anpassung des Lotpads vorgenommen, kann durch den flexiblen Jet-Dosierprozess diese Änderung sofort umgesetzt werden. „Das heißt, dass keine Druckschablonen angefragt werden müssen, sondern die Dosiervorgaben softwareseitig angepasst werden. Somit sind alle Pad-Designs und Depothöhen möglich. Das Jet-Dispensen ermöglicht quasi eine Freestyle-Bearbeitung von Lotpastendepots, da unterschiedliche Dot-Größen und Depotdesigns möglich sind“, so Hauke über den Lotpastenauftrag mittels Jet-Dispensens.
Keine Prozessbeschränkung
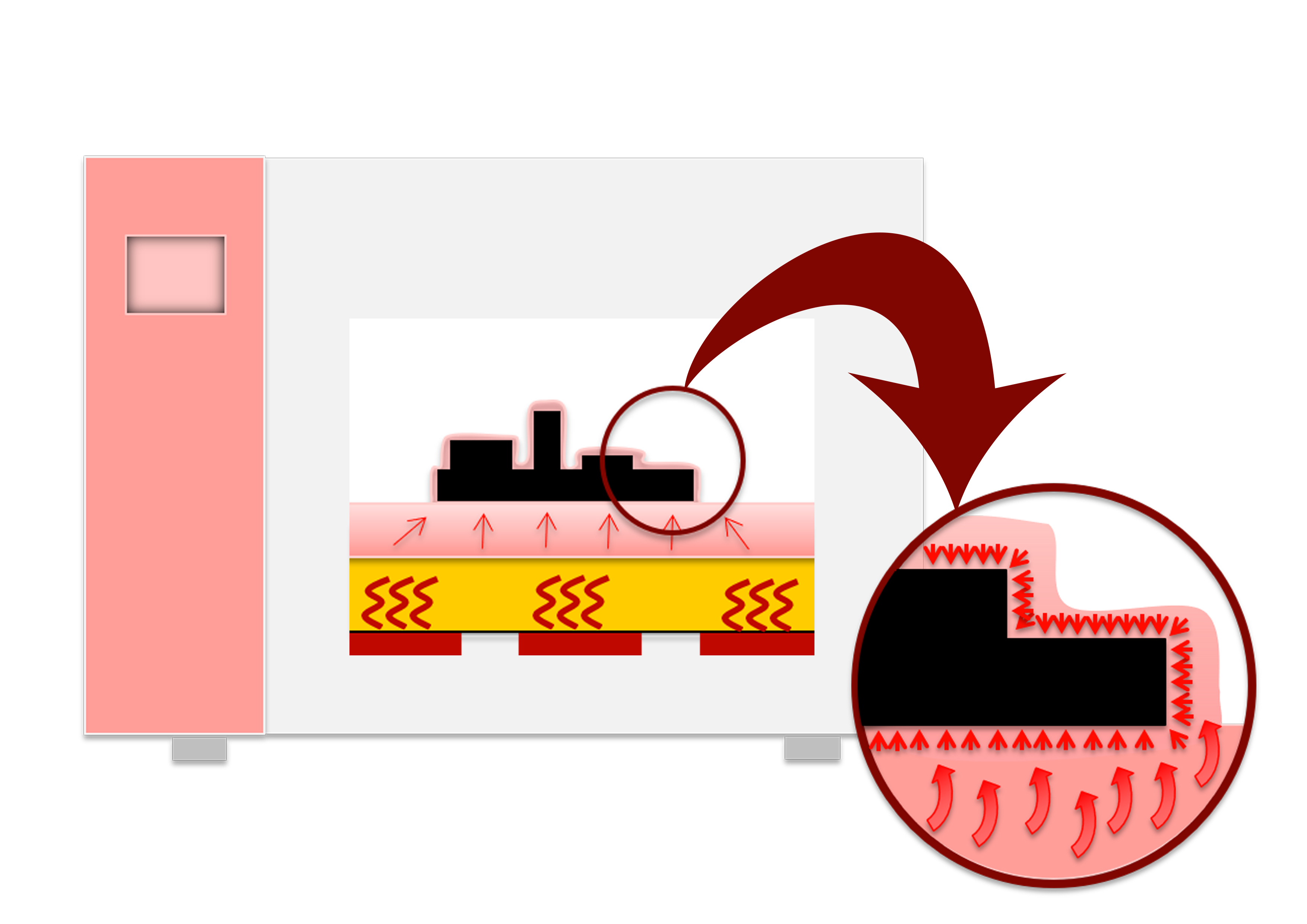
Gleiches gilt für das Löten dieser Baugruppen. „Im Grunde genommen spielt es beim Dampfphasenlöten keine Rolle, wie die Lotdepots designt sind. Sollten nach dem Löten, beim Prüfen oder den Funktionstests der Baugruppe Designanpassungen erkannt werden, so können diese ohne Änderungen im Lötprozess umgesetzt werden. Das heißt, dass die Änderungen im Dispensprozess umgesetzt werden und die Baugruppe nach dem Bestückungsprozess ohne Änderungen durch den Lötprozess läuft“, erklärt Wolff. Diese nicht vorhandenen Prozesseinschränkungen beim Lotpastenauftrag und dem Löten ermöglicht eine erhebliche Flexibilität und Reduzierung des Aufwandes beim Produzieren kleiner Lose.














