Jede Maschine und jedes Gerät entsteht aus einer Idee. In der Konstruktion nimmt diese Idee Form an und wird schließlich Realität. Diesen Weg der Entstehung gestalten die Ingenieure von IEF-Werner in Furtwangen im Schwarzwald ganz nach Wunsch ihrer Kunden – auch wenn die Aufgaben, die die späteren Maschinen erfüllen sollen, noch so komplex sind. „Bei vielen Projekten sind wir vom Erstkontakt bis zur Inbetriebnahme im Boot“, berichtet Frank Neugart, Produktmanager der Servopressen bei IEF-Werner. Mindestens – denn oft kümmern sich die Automatisierungsspezialisten auch noch darüber hinaus um den reibungslosen Betrieb im Produktionsalltag.
Exemplarisch berichtet Frank Neugart von einem erfolgreich abgeschlossenen Projekt. Der Kunde richtete sich mit seiner Anfrage nach einer Komplettlösung für die Prüfung von Tellerfedern an IEF-Werner. Er war auf der Suche nach einer Anlage, die die Bauteile mit unterschiedlichen Stärken als Schüttgut in hoher Taktzahl von einer Stanzmaschine aufnimmt, auf ihre Kennwerte prüft, die Gut- von den Schlechtteilen trennt und der weiteren Verarbeitung in hoher Geschwindigkeit zuführt. „Wir haben eine vollautomatische Lösung entwickelt, die komplett auf unserem Knowhow – und nahezu ausschließlich aus unseren eigenen Komponenten besteht“, sagt Neugart. Der Kunde erhielt von den Schwarzwäldern alles aus einer Hand.

Schonend und genau handhaben
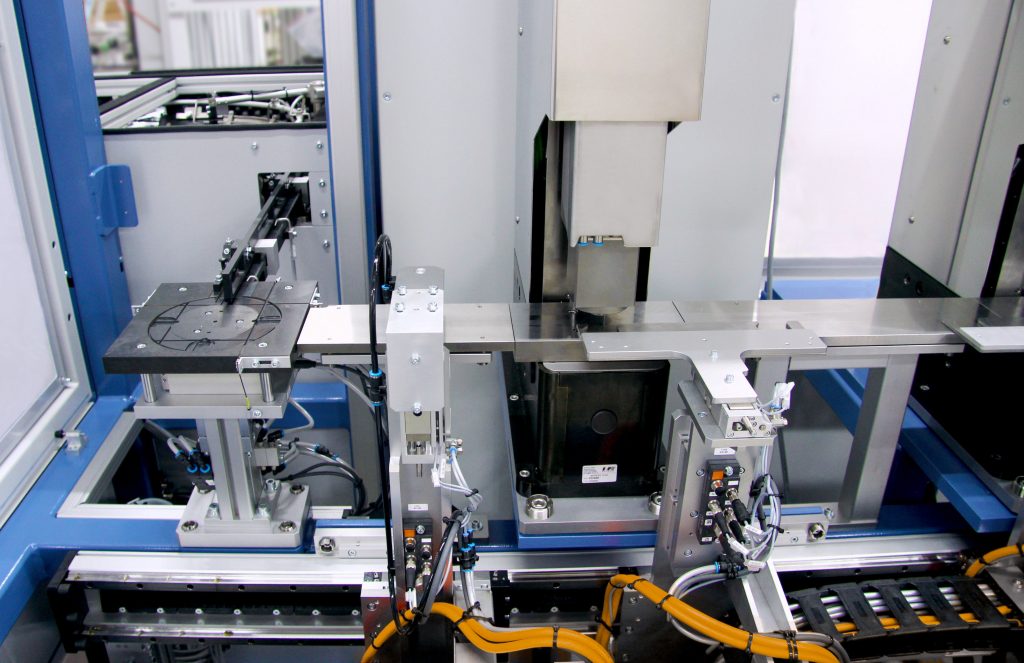
„Wir haben die Prüfanlage in unserem Technikum aufgebaut und gemeinsam mit dem Kunden umgesetzt“, berichtet Neugart. Er zeigt auf ein paar Tellerfedern, die sich extrem in ihren Kennwerten, wie beispielsweise der Stärke, unterscheiden. In der Produktionslinie beim Kunden werden die Bauteile in hoher Taktzahl aus Blechen gestanzt und sortenrein der Anlage von IEF-Werner zugeführt. Dort gelangen sie über eine Fördertechnik zu einem Wendeltopfförderer, der diese vereinzelt. „Für das Pick&Place haben wir einen Vakuumgreifer installiert, der die Feder von der Vereinzelung aufnimmt. „Die Vakuumlösung handhabt die Feder schonend, ohne zusätzlichen Einfluss auf das Teil zu nehmen“, erklärt der Produktmanager. Der Greifer legt die Feder auf die weiterführende Fördertechnik. Dazu installierte IEF-Werner eine Linear-einheit mit Direktantrieb der Baureihe euroLine 120 mit vier unabhängigen Schlitten. Sie fungiert als Transportachse der Tellerfedern zu den nächsten Stationen. „Unsere hochdynamischen Direktantriebe eignen sich optimal für solche präzisen Handhabungs- und Montagearbeiten“, erläutert Neugart. „Die Einheiten sind kompakt, schnell sowie positionier- und wiederholgenau.“ In der Baureihe sind ein Linearmotor, ein Wegmesssystem und eine Führung integriert. Die Besonderheit: Auf der euroLine 120 können mehrere Schlitten unabhängig voneinander verfahren werden. Somit können mehrere Federn gleichzeitig in den nachfolgenden Stationen, zu- und abgeführt werden. Mit der Servopresse zuverlässig messen Um die Bauteile schonend auf der Transportachse zu bewegen, schieben die vier Schlitten diese zur jeweiligen Station. „Die Federn sind nach dem Stanzen oft verformt“, erläutert Neugart. Bevor sie geprüft werden können, müssen sie deshalb zuerst vorgesetzt werden. Das heißt: Ein Schlitten schiebt und positioniert das Bauteil unter die erste Servopresse der Baureihe aiPress. Diese belastet die Feder mit einer erforderlichen Kraft, um sie in eine definierte Form zu bringen.
Nach dem Vorsetzen schiebt der zweite Schlitten zwei Bauteile im Doppeltakt zu jeweils zwei weiteren Servopressen der gleichen Baureihe. „Diese Prüfpressen leiten eine definierte Messlast zwischen 16 und 32N und messen anschließend die Höhe“, erklärt Neugart. Im nächsten Schritt entlasten die Systeme die Feder. In der Kraftmesseinheit erfolgt eine Parameterumschaltung zur Messung der Prüfkraft (200 bis 7.000N) in Abhängigkeit der zuvor gemessenen Höhe. „Unsere Servopressen eignen sich ideal für diese Anwendung“, sagt Neugart. Denn der Antriebsstrang besteht aus einer Servospindel mit passendem Servoantrieb. Dieser ist in einem massiven und verwindungssteifen C-Gestell aus Stahl integriert. Eine Präzisionsführung, die die Querkräfte vollständig aufnehmen kann, hält den Antriebsstrang über den gesamten Arbeitsweg präzise in der Spur. Abgerundet wird das System mit einem direkt messenden optischen Wegmesssystem am Pressstempel, um Positionierungsfehler zu vermieden. Ein Konfigurationssystem sorgt dafür, dass sich der Antriebsstrang exakt an den benötigten Kraftbereich anpassen lässt. Im Zuge einer Smart-Factory-Potenzialanalyse für ihren Kunden KSB identifizierte die Managementberatung NEONEX Opti mierungschancen bei der Beschaffung der Lieferantendokumentation sowie der Erstellung von Unterlagen zur Qualitätsprüfung entlang der Supply-Chain. ‣ weiterlesen
Signifikante Ressourceneinsparung bei Pumpenhersteller KSB
NEONEX, Fabasoft Approve & KSB: „Win-win-win-Situation“ durch starke Partnerschaft
Signifikante Ressourceneinsparung bei Pumpenhersteller KSB
Um den Vorgang zu überwachen und den Verlauf grafisch darzustellen, hat IEF-Werner die Servopressen Baureihe mit dem intelligenten Kraft-Weg-Monitor aiQ-Control ausgestattet. Dieser beinhaltet verschiedene Funktionen wie Hüllkurven und Kraft-Weg-Barrieren. Damit lassen sich Messgrößen exakt überwachen. In die Presse ist zudem die intelligente Prozessraumbeleuchtung aiLight integriert. Die energieeffiziente Vier-Farb-LED-Technologie signalisiert dem Anlagenbediener eindeutig den Status der Anlage und der Bauteile.
Industrie-PC steuert die Anlage
Als Steuerung für die Anlage dient ein Industrie-PC von Beckhoff. Dieser kommuniziert unter anderem über die Schnittstelle OPC UA mit der übergeordneten Steuerung. „Warn- und Störmeldungen mit Meldungsnummer oder Zeitstempel werden gespeichert“, beschreibt Neugart. Zusätzlich überträgt die Anlage die Messwerte über eine sogenannte Q-DAS Schnittstelle an ein QS-System. Die Anlage prüft alle Teile zu hundert Prozent. In Stichproben werden die Ergebnisse gespeichert. Die Bedienoberfläche zeigt dem Bediener alle Werte deutlich an. „Wir haben unsere Standard-Oberfläche entsprechend den Kundenanforderungen erweitert“, sagt Neugart.
Bei Schlechtteilen unterscheidet die Maschine, ob es sich um Ausschuss handelt oder um Federn, die sich nacharbeiten lassen. Je nach Ergebnis gelangen die Tellerfedern in unterschiedliche verschlossene Behälter. Sind die Messwerte korrekt, werden sie mit dem Flachband Minitrans zur weiteren Verarbeitung transportiert.
Alles aus einer Hand
IEF-Werner kümmerte sich um die Konstruktion, die Herstellung der Komponenten, den Schaltschrankbau, die Inbetriebnahme sowie um die Abnahme. „Bis auf wenige Komponenten stammt alles aus unserem Haus – sogar sämtliche Motor- und Geberkabel“, berichtet Neugart. Damit kann der Spezialist flexibel und individuell auf die Anforderungen eingehen. „Der Kunde bekommt von uns nicht nur eine Servopresse, sondern noch viel mehr. Eben, den kompletten Prozess“, beschreibt der Produktmanager. „Wir nehmen ihm seine Verantwortung ab.“ IEF-Werner hat zudem das zuständige Kundenpersonal geschult und kommt laut Wartungsvertrag zwei Mal im Jahr, um die Anlage zu reinigen und zu überprüfen und gegebenenfalls auch zu kalibrieren. Heute läuft die Maschine im Drei-Schicht-Betrieb an sieben Tagen in der Woche.
www.ief.de