Um beim Gewindefräsen die Sicherheit und gewünschte Qualität des Prozesses zu gewährleisten, wählen einige Experten niedrige Vorschubgeschwindigkeiten oder Schnittaufteilungen – das führt aber wiederum zu einer längeren Bearbeitungszeit und damit höheren Kosten pro Gewinde. Aus diesem Grund ist das Gewindebohren oder -formen in vielen Fällen noch immer die erste Wahl.
Viele Anbieter von Gewindefräsern versuchen, ihren Kunden eine Lösung für dieses Problem anzubieten. Ein klassischer Weg besteht darin, sowohl die Stand- als auch die Bearbeitungszeit zu verbessern. Hierzu werden die Zähnezahl des Fräsers erhöht, ungleiche Drallwinkel eingebaut oder Substrat und Beschichtung optimiert. Nichtsdestotrotz bleiben die empfohlenen Vorschubgeschwindigkeiten oft relativ niedrig.
Bemerkenswerter Lösungsansatz
„Die aus den typischen Maßnahmen resultierenden Verbesserungen in der Performance waren uns zu gering. Deswegen haben wir uns entschlossen, das Problem ganz anders anzugehen“, berichtet Martin Hellstern, Produkt Manager Gewindefräsen bei Walter. „Anstatt die Kontaktstellen zum Material zu erhöhen, haben wir beim Walter TC620 Supreme die Zahl der Zähne reduziert und sie mehrreihig angeordnet. Damit sinken die auf das Werkzeug einwirkenden Schnittkräfte deutlich. Entsprechend höher kann der Vorschub nun gefahren werden.“ Im Zuge einer Smart-Factory-Potenzialanalyse für ihren Kunden KSB identifizierte die Managementberatung NEONEX Opti mierungschancen bei der Beschaffung der Lieferantendokumentation sowie der Erstellung von Unterlagen zur Qualitätsprüfung entlang der Supply-Chain. ‣ weiterlesen
Signifikante Ressourceneinsparung bei Pumpenhersteller KSB
NEONEX, Fabasoft Approve & KSB: „Win-win-win-Situation“ durch starke Partnerschaft
Signifikante Ressourceneinsparung bei Pumpenhersteller KSB
Mit dem innovativen Gewindefräser-Design hat der Werkzeughersteller mit Sitz in Tübingen schon Erfahrung: Der am Markt erfolgreiche Wendeschneidplatten-Gewindefräser Walter T2711 arbeitet bereits nach dem Prinzip der mehrreihigen Anordnung bei reduzierter Zähnezahl. Konzipiert ist der T2711 für das Fräsen von Gewinden ab M20. Um kleinere Gewindedurchmesser fräsen zu können, haben die Walter Entwicklungsingenieure das Prinzip nun erfolgreich auf Vollhartmetall-Werkzeuge übertragen. Mit dem TC620 Supreme lassen sich aufgrund der geringen Schnittkräfte große Zahnvorschübe fahren – bei höchster Prozesssicherheit. Werkzeugbruch und zu enge Gewinde sind damit kein Thema mehr. Der Gewindefräser mit dem innovativen Design liefert noch weitere Vorteile: Dank großer Zahnvorschübe reduziert sich der Werkzeugverschleiß deutlich. Die Maßhaltigkeit des Gewindes bleibt so über die komplette Standzeit erhalten: Radiuskorrekturen sind erst sehr spät erforderlich.

Hohe Prozesssicherheit
Besonders häufig kommt der TC620 Supreme aktuell bei Aufgaben zum Einsatz, in denen anspruchsvolle Werkstoffe wie höherfeste Stähle, Duplex-Werkstoffe oder Inconel zu zerspanen sind. Hier wechseln Unternehmen aus der Luft- und Raumfahrtindustrie, aber auch aus dem Maschinenbau zunehmend vom Gewindebohren zum Fräsen der Gewinde. „Viele Anwender sind schon seit einiger Zeit daran interessiert, Gewinde eher zu fräsen als zu bohren. Hintergrund ist vor allem die Prozesssicherheit“, erläutert Martin Hellstern. „Mit dem TC620 Supreme haben wir den Durchbruch geschafft: Das Gewindefräsen kann nun auch in puncto Bearbeitungszeit mit dem Gewindebohren und Gewindeformen konkurrieren. Unser Werkzeug eröffnet dem Anwender damit ganz neue Möglichkeiten.“
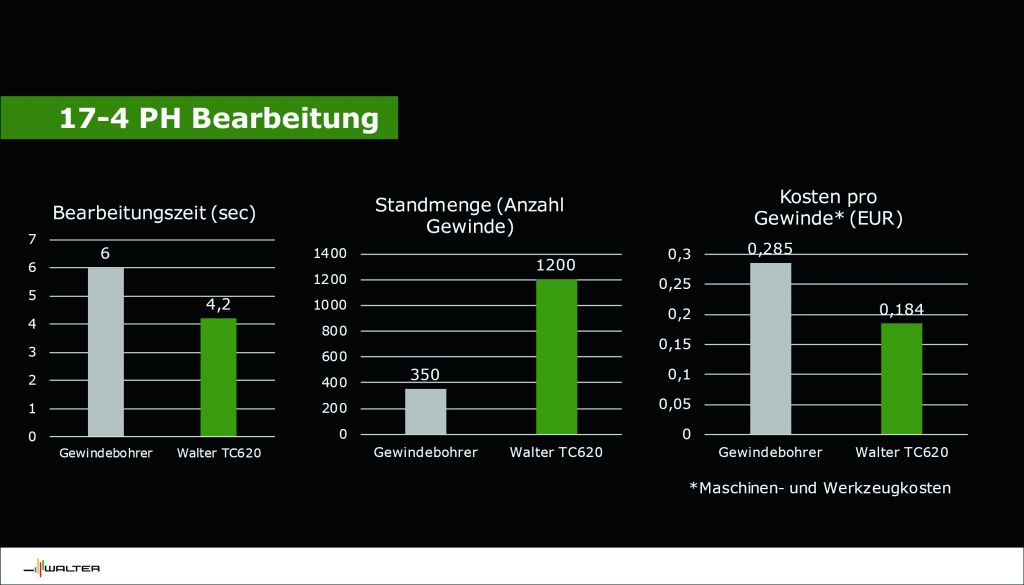
Wie entscheidend sich der Wechsel vom Gewindebohren zum Gewindefräsen mit dem Walter TC620 Supreme auf Effizienz und Kosten pro Gewinde auswirkt, hängt von den konkreten Gegebenheiten beim Anwender ab. Allerdings sind Kostenreduktionen um die 30 Prozent im Bereich der Werkzeug- und Maschinenkosten nicht ungewöhnlich.
Kosten bei Anwendern senken
Ein Anwender aus dem allgemeinen Maschinenbau verringerte beim Einbringen von Grundlochgewinden M4 (6mm tief) mit dem neuen Walter Gewindefräsers die Kosten um 35 Prozent – obwohl der Gewindefräser selbst deutlich teurer als der bisher verwendete HSS-E-Gewindebohrer ist. Hintergrund ist, dass der Walter TC620 Supreme mit 1.200 Gewinden circa das Dreifache der Standmenge der Gewindebohrer schafft – bei wesentlich erhöhter Prozesssicherheit.