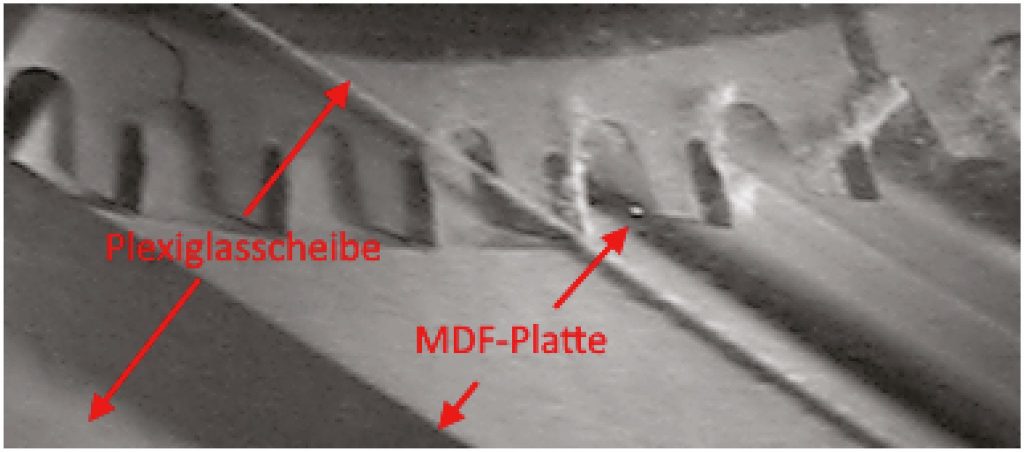
Für den Versuchsaufbau wurde nach einem tragfähigen Kompromiss für die optische Zugänglichkeit der Schnittfuge gesucht. Als beste Lösung erwies sich die Montage einer Acrylglasscheibe in einer Entfernung von 0,5 bis 1mm vor dem Schnittgut und die Ausführung eines Kratzschnittes, bei dem das Sägeblatt nicht vollständig im Schnittgut arbeitet (vgl. Bild 1). Es musste vermieden werden, dass zu viele Späne axial aus der Schnittfuge entweichen können oder die Scheibe von den Sägezähnen berührt und damit undurchsichtig wird.
Entwicklung der Späne kontinuierlich beobachten
Die Vorschubeinheit bestand aus einem Linearantrieb, der praxisübliche Vorschubgeschwindigkeiten von bis zu 200m/min ermöglichte. Der Sägenprüfstand der FGW ermöglicht Drehzahlen bis zu 20.000U/min und ist mit einem optischen Derotator ausgestattet, der es ermöglicht, das Sägeblatt optisch in den Stillstand zu versetzen. In Verbindung mit einer geeigneten Beleuchtung und einer Hochgeschwindigkeitskamera mit einer maximalen Bildwiederholungsrate von 210.000fps konnten die Spanbildung und der Späneflug aufgezeichnet werden. Anders als bei den bisher bekannten Videoaufzeichnungen der Spanbildung aus dem Bereich Fräsen/Hobeln handelt es sich dabei nicht um Stroboskopaufnahmen, die zwar immer den gleichen Zahn, jedoch jedes Mal einen neuen Span zeigen. Durch den Versuchsaufbau war es erstmals bei holzbearbeitungstypischen Schnittwerten möglich, die Bildung und Entwicklung einzelner Späne kontinuierlich zu verfolgen.
Das Versuchsprogramm lehnte sich an branchentypische Anwendungen an:
• Fichtenholz trocken, längs der Faser mit einem Wechselzahnsägeblatt Ø 300×3,4/2,2 Z28 Wechsel spitz, 20° Spanwinkel, 15° Freiwinkel und 10° Eckwinkel
• Buchenholz trocken, über Hirn mit einem Wechselzahnsägeblatt Ø 300×3,2/2,2 Z90 Wechsel spitz, 5° Spanwinkel, 13° Freiwinkel und 40° Eckwinkel
• PVC mit einem Flachzahnsägeblatt mit wechselseitigen Fasen Ø 300×3,4/2,2 Z20, 15° Spanwinkel, 10° Freiwinkel, Fasen 45°

• Trapez-/Flachzahn in der Kombination TFTFFF Ø 300×3,2/2,2 Z96 mit 10° Spanwinkel, 15° Freiwinkel und 45° Fasen
• Wechselzahnsägeblatt in der Kombina- tion WWWWF Ø 300×3,0/2,2 Z100 mit 15° Spanwinkel, 15° Freiwinkel, 10° Eckwinkel und 10° Achswinkel an den Wechselzähnen
• Trapez-Hohlzahnsägeblatt Ø300×2,9/2,0 Z72 mit 6° Spanwinkel und 15° Freiwinkel
• Wechselzahnsägeblatt Ø 300×3,2/2,2 Z90 Wechsel spitz, 5° Spanwinkel, 13° Freiwinkel und 40° Eckwinkel
Auf die Bearbeitung von Spanplattenmaterial wurde verzichtet, um den vielfältigen zufälligen Einflüssen der Spankollektive zu entgehen. Dafür nahmen die Versuche an MDF den größten Raum ein. Dem Charakter nach waren alle Sägeblätter Formatsägen. Um ausreichend stabile Späne zu erzeugen, wurden trotzdem Vorschubgeschwindigkeiten von 30 bis 180m/min gefahren und damit Spandicken von etwa 0,01 bis 0,1mm erzeugt. Bild 2 erläutert die auf den folgenden Bildern zu erkennenden Merkmale.
In Weichholz längs der Faser entstehen die erwarteten langen Späne, die den Spanraum gut füllen, am Spanraumgrund umgelenkt werden und nach dem Austritt des Zahns aus dem Holz den Spanraum verlassen. Dabei ist zu beobachten, dass der Eckwinkel des Wechselzahns dem Span einen leichten Impuls in axialer Richtung gibt. Bild 3 zeigt die Entstehung des Spans und das Einrollen im Spanraum bei einer Schnittgeschwindigkeit von etwa 80m/s und einer Vorschubgeschwindigkeit von 120m/min. Die Aufnahmen wurden mit der Hochgeschwindigkeitskamera mit 70.000 fps und Blick durch den Derotator aufgenommen.

Wie bewegen sich die Späne
Beim Schnitt in Buchenholz über Hirn wurde versucht, den Spanraum hochgradig zu füllen, um zu sehen, wie sich die Späne dann bewegen. Dazu wurde mit dem Z90-Sägeblatt eine Vorschubgeschwindigkeit bis 180m/min gefahren.
Durch eine Reduzierung der Schnittgeschwindigkeit auf 50m/s wurde die Spanraumfüllung nochmals verstärkt. Es ist deutlich zu erkennen, dass die Späne dann den Spanraum axial verlassen und sich in dem Raum zwischen Sägestammblatt und Schnittgut bzw. in diesem Fall Acrylscheibe bewegen.
Interessante Ergebnisse zeigten die Versuche in MDF. Das Trapez-Hohlzahnsägeblatt fördert bei einer Vorschubgeschwindigkeit von 30m/min die Späne zunächst im Hohlzahn nach innen und in Richtung Spanraumgrund. Nach dem Austritt des Sägezahns aus dem Material verlassen die Späne den Spanraumgrund seitlich und fliegen zunächst noch mit dem Sägeblatt mit, bevor sie den Bereich des Sägeblatts teilweise mit einer höheren als der Schnittgeschwindigkeit tangential verlassen.
Bei näherer Betrachtung zeigt sich, dass sich beim Austritt aus der Schnittfuge an der Schneidkante des Zahnes ein Spänestrahl in einem Winkel von etwa 45° zur Zahnfläche in Richtung der gegenüberliegenden Wand des Spanraumes bildet. Der katapultartige Effekt ist an allen beteiligten Zahnräumen nacheinander zu erkennen und hochdynamisch. Die gemessenen Geschwindigkeiten im Laborsystem an der Front des Spänestrahls liegen mit bis zu 130m/s deutlich über der Schnittgeschwindigkeit von 80m/s, also der Geschwindigkeit der Schneidkante. Eine Geschwindigkeit der Späne höher als die Schnittgeschwindigkeit ist auch optisch offensichtlich erkennbar, denn die Späne ent-fernen sich bei der Betrachtung im Bezugsystem des scheinbar stillstehenden Werkzeuges in Drehrichtung vom Zahn weg. Dieses Phänomen kann durch während des Schnittes induzierte Spannungen im MDF-Material an und vor der Schneidkante (Scherebene) erklärt werden: Beim Zahnaustritt aus der Schnittfuge fehlt schlagartig der Gegendruck und das zusammengedrückte Material vor der Schneidkante kann sich in Schnittrichtung entspannen. Voraussetzung hierfür ist allerdings eine elastische Verformung des Materials. Während diese Erscheinung auch beim Sägen von Massivholz längs beobachtet wurde, fehlt sie bei der Bearbeitung von MDF mit einer Vorschubgeschwindigkeit von 180m/min. Wahrscheinlich überwiegten hier, hervorgerufen durch höhere Schnittkräfte und eine größeren Spanungsdicke, die plastischen Verformungen im Spangut.

Fazit der Untersuchung
Dank der gemachten Beobachtungen konnten die reale Spanentstehung und das Späneflugverhalten erstmals in Abhängigkeit der Prozessparameter und der Zahnformtypen klassifiziert und charakterisiert werden. Es konnte gezeigt werden, dass die auftretenden Geschwindigkeiten der Späne durch induzierte Spannungen im Holz oder durch bestimmte Formgebungen des Spanraums deutlich über der Schnittgeschwindigkeit des Sägeprozesses liegen können und beispielsweise so über die Geometrie des Spanraumes beeinflussbar sind.